How to figure out – Value stream mapping. Avoid My personal unique journey with many hiccups and stumbles.
Okay, here we are. I started creating the value stream mapping template today. I’m pretty focused on value because it’s the most important thing, especially nowadays! Especially nowadays, you must focus on value first; otherwise, you’re just wasting your time. My professor Mark Goldsberg told me that the shelf life is limited, so you need to focus on what truly matters first. Like Stephen Covey says, “First things first,” but how to define those first things?
And look who is talking here. My life is a total mess. I possess a range of skills and a considerable amount of education, but I’m unsure of my next steps. However, the most essential idea is to start, rather than trying to be perfect. Could you start right now? If you want to be a writer, start writing. And then the Flow makes some… The movement creates an inertia. I will outline my best ideas here. I will combine all methods and aspects into a single article to provide a comprehensive understanding of how everything works.
Okay, I outlined the image from the book. It’s like a process box, some data box, CT CO uptime, FBI ops patch, WIP, RTY. Fome, all those kinds of nonsense abbreviations, and I have no idea what they are. In addition to that, some hijunka box —okay, bottleneck. I have an idea. Kaizen vs the supplier can ban. Okay, some words, and I have an imagination of some of them, but let’s try to figure out together what they really are.
Ha ha! Of course, I will trick it, just as you probably thought. Let’s determine what the process box represents, what everything else here signifies, and provide some definitions. Of course, let’s ask ChatGPT, Jim, and me about the definition. And, of course, let’s ask them to act as copywriters, like a guru and all that. Let’s see what kind of things we are going to have out of this.
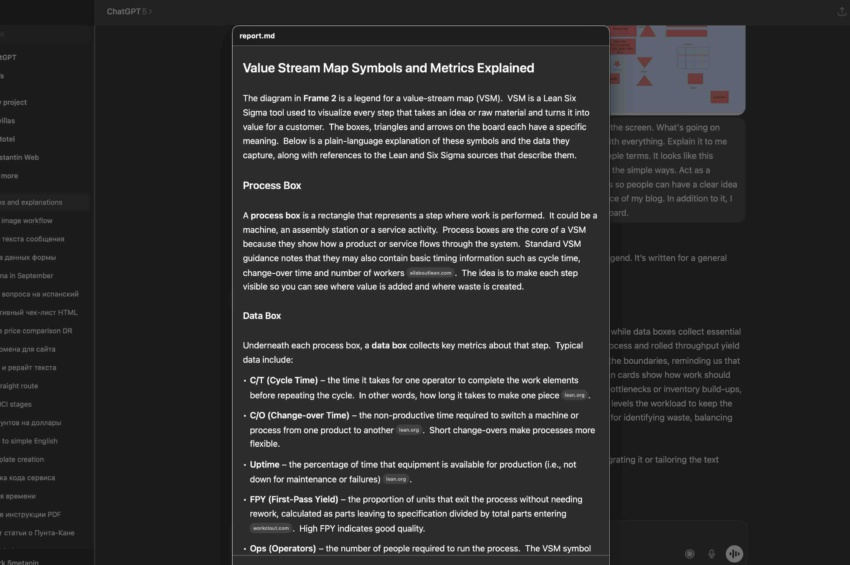
value stream map
That is a lot of text; it’s pretty difficult to grasp, so let’s break it down into some parts.
Let’s make it simple, almost to my lowest level of understanding.
All right, so what do I see?
Cycle time, CT, is relatively easy to measure. It takes the operator time to complete the work before the cycle repeats. It feels like this, the whole cycle, one cycle that takes place.
CO – it’s like change over time. That’s not a productive time to switch machines or processes from one product to another. Yeah, it’s a typical pain in the neck. You should avoid multitasking or handling multiple products on a single line, as this requires a significant amount of time and effort.
Uptime is the percentage of time the equipment is available for production, i.e., not down, in maintenance, or in failure. That means it’s the time when the equipment works, creates something for you, and delivers value.
FPY (First Pass Yield) – that’s the proportion of units that exist. That exits the process, without having rework. This means you don’t need to redo or rebuild some parts from scratch; instead, you can fix some mistakes. So it’s the proportion of units that exit the process without requiring rework, calculated as the number of parts leaving to specification divided by the total number of parts entering. That’s the total production divided by the total number of parts, and accepted from the first time, divided by the total number of parts.
OPS operators – the number of people required to run the process. Quite easy. The VSM symbol indicates to operators how many workers are required at the workstation. How many people are needed at the workstation?
Batch the quality, not the quantity —the number! Of items produced or processed at one time.
And that’s a very important thing:
- Large batches reduce setup frequency but can create weight and inventory issues
- Small batches improve flow but may increase changeover frequency
W.I.P. working process refers to the number of items waiting in the process, essentially between processing steps. It’s clear enough.
RTY – rolled through yield. That is a cumulative yield or multi-step process. That is calculated by multiplying the first yields of all steps and represents the percentage of units that make it through every stage without requiring rework. I don’t really understand what it means.
Big question mark! Let’s try to figure it out!
Very interesting, but what about the idea? Why would we need it?
Now I need to learn why I would need this?
It feels like I need to learn Japanese. Well, it’s really Japanese.
- Transport: Unnecessary movement of materials or products. How could that happen, right? But it’s a typical situation when someone brings materials that clutter your warehouse.
- Inventory: Excess raw materials, work-in-progress (WIP), or finished goods that must be stored and managed. Yeah, any clutter or anything like really in low or long work-in-progress. It’s inventory, and inventory usually requires maintenance, so it leads to very bad outcomes. You need to manage it; you need to put in extra effort to remove the inventory.
- Motion: Unnecessary movement of people or equipment within a process. Yes, you definitely need to remove all unnecessary motion and optimize processes so you don’t have to put in extra effort.
- Waiting: Delays for materials, information, or equipment. This is not only wasteful, but it’s also stressful, it kills motivation, and it kills the whole idea of doing anything.
- Overproduction: Creating more than is needed, or doing so too soon. Overproduction. Guess what? It’s in your warehouse. Nobody needs that, and you store it and store it again. It just clutters and requires extra maintenance, extra warehouse space, and extra costs. So, yeah, it’s a big waste.
- Over-processing: Adding more work to a product than the customer requires. Yeah, we are going back to our minimum viable product concept, so you don’t need to create something super complex. Just deliver what the customer wants.
- Defects: Rework or correction of flawed products. Rework is horrible for one reason: You are wasting a lot of extra effort, extra time, and, of course, it costs way more than you planned.
- Uneven customer demand: Causing peaks and troughs in the workload.
- Inconsistent work pace: Where some team members are swamped while others have idle time.
- Inconsistent processes Lead to variations in processing time and quality.
- Unrealistic demands: Pushing machines or workers beyond their physical limits or capabilities.
- Lack of planning: Forcing workers to perform tasks they are not trained for.
- Burnout: Leading to higher error rates, increased safety risks, and employee turnover.
- Equipment breakdown: Resulting from operating machinery at maximum capacity without proper maintenance.
I did my best to describe the process, and in the end, I created this Miro board.
https://miro.com/templates/value-stream-mapping-by-mark-smetanin/
Updated on: . Author: